


有關絕緣子模具的構造
發布時間:
2023-03-07 14:33
來源:
東莞市冠東橡塑有限公司,有關復合絕緣子模具:
如何制造絕緣子生產效率快、產品質量好的絕緣子模具?
絕緣子模具,包括上模、下模和芯棒;還包括有出模機構和夾芯機構;出模機構包括行走架、移動托架、頂起機構和驅動機構;頂起機構鄰設于下模;行走架固定在頂起機構的頂起端上;行走架的頂部設置有滑軌;移動托架包括框架和托架;框架的底部設置有滑套;滑套滑動設置在滑軌上,以使框架滑動設置在行走架上;托架固定在框架上;托架活動設置在下模內;驅動機構設置在行走架上;驅動機構的驅動端與框架固定連接;
上模壓蓋在下模的頂部;芯棒設置在上模和下模之間,并且芯棒位于托架的上方;上模、下模、芯棒和托架合圍形成絕緣子模腔;
夾芯機構包括驅動源、伸縮桿、推塊、夾塊、滑塊和夾芯桿;驅動源設置在下模的一端;伸縮桿的一端固定在驅動源的輸出端上;推塊固定在伸縮桿上,并且推塊滑動設置在下模上;推塊上開設有斜軌;夾塊滑動貼靠在推塊的頂部,并且夾塊固定在下模上;滑塊滑動設置在夾塊之間;滑塊上設置有導桿;導桿滑動設置在斜軌內;夾芯桿的一端固定在滑塊上;夾芯桿的另一端頂壓在芯棒上。
優選地,上模包括上殼和上模組;上模組由若干上模塊層疊組成;上模塊設置在上殼內;下模包括下殼和下模組;推塊滑動設置在下殼上;夾塊固定在下殼上;下模組由若干下模塊層疊組成;下模塊設置在下殼內;托架滑動設置在下模塊之間;上模塊和下模塊上設置有分別與絕緣子模腔及外界連通的排氣槽。
優選地,上模組壓蓋在下模組上;上模組和下模組的兩端設置有接頭模塊;接頭模塊的外側固定有鎖緊塊;芯棒的兩端固定在鎖緊塊內。
優選地,接頭模塊上設置有第一螺孔;鎖緊塊上設置有第二螺孔;螺釘依次旋合在第二螺孔和第一螺孔內使鎖緊塊固定在接頭模塊上。
優選地,接頭模塊上設置有螺孔保護座;螺孔保護座設置在第一螺孔的開口的外側;螺釘依次旋合在第二螺孔、螺孔保護座和第一螺孔內使鎖緊塊固定在接頭模塊上。
優選地,芯棒的兩端套設有芯棒保護套;芯棒保護套設置在鎖緊塊內,以將芯棒和鎖緊塊分隔開。
本實用新型的有益效果為:本實用新型設置有出模機構,可以自動將制造的絕緣子從模具中自動搬運出來;設置有夾芯機構,可以避免芯棒在絕緣子注塑成型過程中受到壓力而發生偏移。因此,本實用新型制造絕緣子生產效率快,產品質量好。
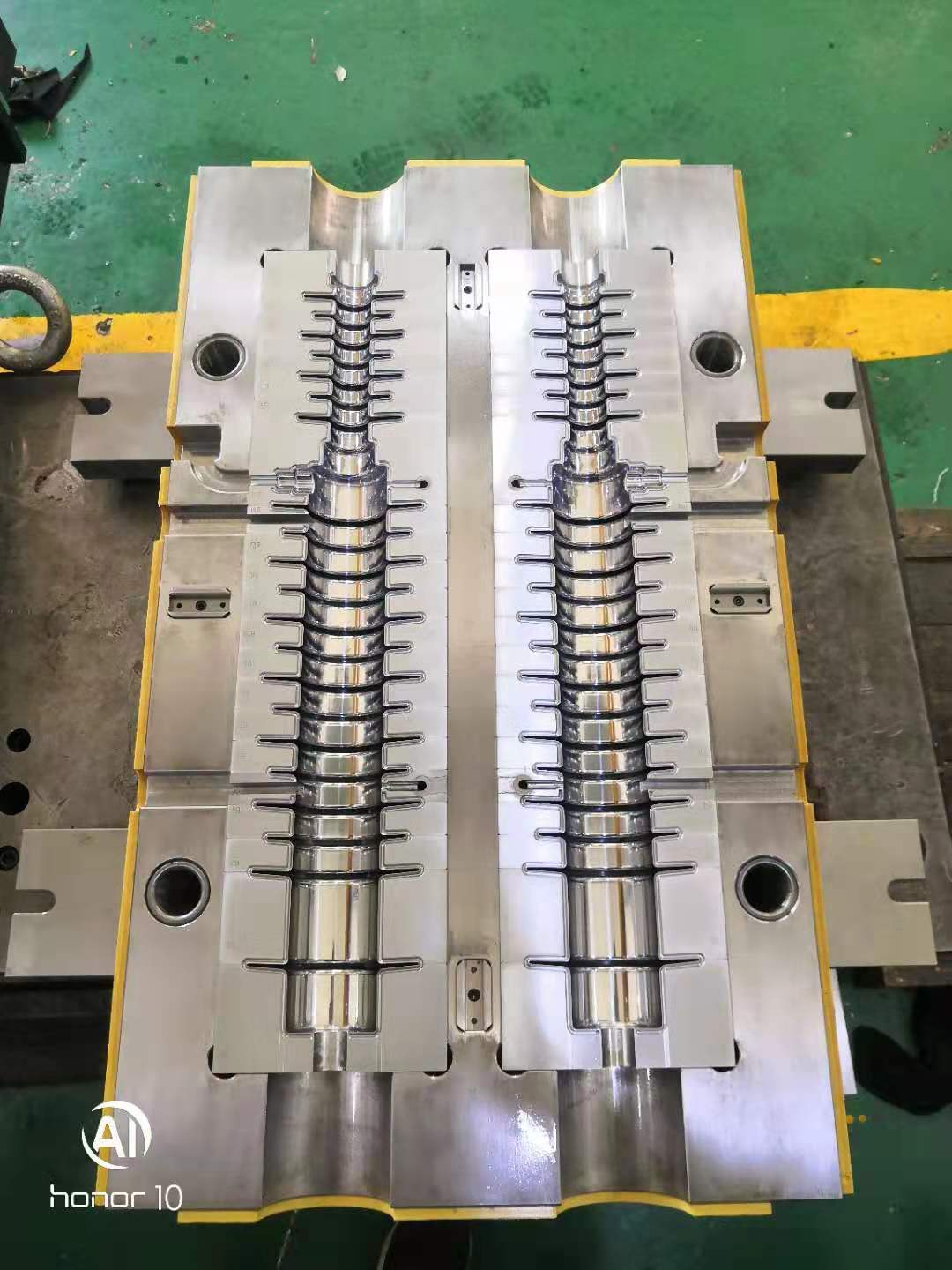
絕緣子模具示意圖

東莞市冠東橡塑科技有限公司致力于生產絕緣子模具,避雷器模具,套管模具已逾20年,生產此類模具有豐富的經驗。
上一頁
下一頁
相關新聞
正因為硅橡膠高壓復合絕緣子具有許多傳統 絕緣子無法比擬的優越性能,已得到國內外越來越 多的應用。我國硅橡膠高壓復合絕緣子研究開發較 晚,但也正在飛速發展。據資料介紹,2001年我國在 高壓線路上運行的硅橡膠高壓復合絕緣子已達190萬 支,而且每年以25%以上的速度增長,大大促 進了電力工業的發展,提高了用電安全性,具有社 會和經濟雙重效益。按此計算,2010年我國將需 1500萬支/年以上的硅橡膠復合絕緣子投入運行。
澆口直接關系到塑件的美觀,澆口設計不好的話,容易產生缺陷。在沒有任何阻擋的情況上很容易產生蛇型流。對于要求高的產品,還應設計溢流和排氣。溢流處可以用頂桿,不要在模板上狠有溢流飛邊,才不至于影響模具壽命。設計模具軟件也越來越多,大多數己很少使用鉛筆來繪制模具圖了。
塑料注塑模具基本分為靜模和動模。在注塑機的注射頭一邊的帶澆口套的為靜模,靜模一般有澆口套、靠板、模板組成,簡單模具也可以不使用靠板,直接用厚一點的模板就可以了。澆口套一般為標準件,除非特殊原因,不建議取消。澆口套的使用有利于安裝模具、更換方便,不用自己拋光。有些特殊模具澆口套可用鉆出來或用錐度線割割成。部分模必須靜模脫模時,還得加上靜模脫模機構。動模的結構一般為動模板、動模靠板、脫模機構以及模腳和裝機固定板。
模具行業是我國五金產業的重要組成部分,十二五時期是我國妥善應對國內外發展環境重大變化、加快實現全面建設小康社會目標的關鍵時期,也是我國模具制造行業健康發展的關鍵時期,國內外環境不確定因素雖然很多,但我國經濟發展仍在高速增長期內,我國模具在國際模具市場上的比較優勢仍舊存在,國內模具市場預期也繼續看好,模具行業發展呈現大趨勢。
硬度大、塑性小、摩擦性大的粉末壓制性能差,通過加潤滑劑或成型劑可適當改善;粉末純度低、含氧量高時,壓制性能差,對原料粉末進行還原處理可以克服;單一的細顆粒或粗顆粒粉末,以及形狀規整的粉末壓制性能均不理想,采用混合粒度粉末以及顆粒形狀復雜的粉末可以改善壓制性能。